The Precision Engineering Behind Flip Top Caps: A Comprehensive Guide to Mould Manufacturing
The flip top cap—a ubiquitous closure for cosmetics, personal care products, and pharmaceuticals—demands ultra-precision in mould manufacturing to ensure flawless functionality and aesthetics. This article details the advanced processes, technologies, and quality controls that transform raw materials into high-performance caps.
I. Design & Simulation: Laying the Foundation
1. 3D Modeling & Functional Decomposition
Flip
top caps feature complex mechanisms: hinged lids, snap-fit closures,
tamper-evident bands, and sealing surfaces. Designers use CAD software
to decompose these into:
Core/cavity for the cap body
Slide actions for undercuts (e.g., hinge recesses)
Lifter systems for internal threads
Ejection paths for delicate ribs46.
2. Virtual Validation via CAE/Moldflow
Computational tools simulate filling patterns, cooling efficiency, and structural integrity:
Shear analysis predicts flow-induced resin degradation in thin sections.
Warpage forecasting identifies sink marks near hinges.
Gate optimization ensures balanced filling for multi-cavity moulds, preempting dimensional inconsistencies18.
II. Core Manufacturing Technologies
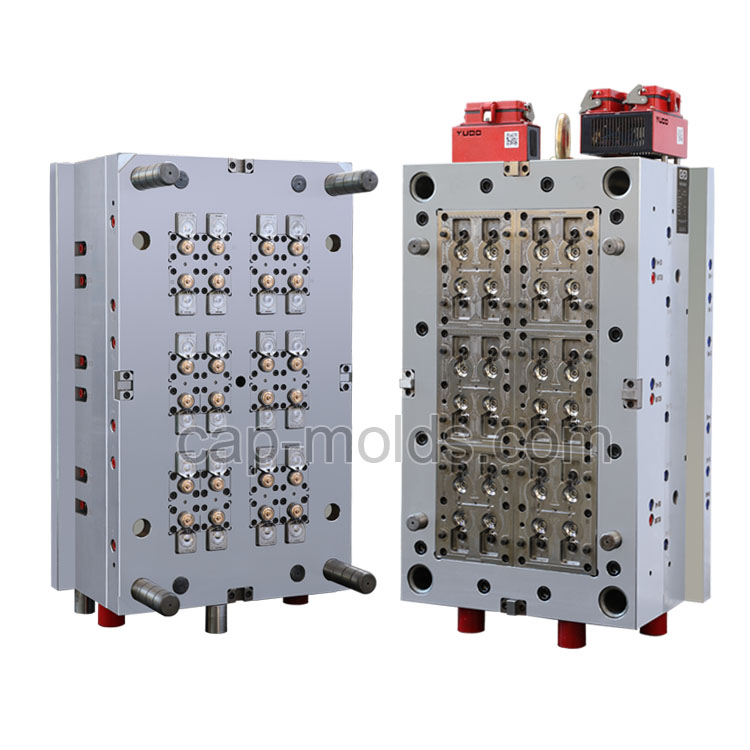
1. Hot Runner Systems with Back-Gating
Critical for blemish-free surfaces:
Valve-gated nozzles inject resin into non-visible areas (e.g., cap interiors), eliminating gate vestiges.
Thermal management maintains resin viscosity, reducing flow lines and short shots6.
SEO Keywords: Hot Runner Systems, Gate Optimization, Injection Molding
2. Multi-Cavity Balancing with MeltFlipper™
Conventional geometrically balanced runners still cause 10–15% fill variation due to shear-induced temperature gradients. MeltFlipper™ resolves this by:
Rotating melt streams at junctions
Creating symmetric viscosity/temperature profiles
Achieving >99% cavity-to-cavity consistency8.
3. Advanced Ejection & Side-Actions
Slider-on-slider mechanisms form complex undercuts (e.g., latch features) without sticking.
Spring-loaded pins release caps from deep cores gently, minimizing deformation.
Hydraulic cylinders synchronize core pulls for high-aspect-ratio features4.
III. Mould Manufacturing Workflow
| Stage | Key Processes | Precision Metrics |
|---|---|---|
| Material Prep | Selecting tool steels (e.g., H13 for cores, stainless for cavities) | Hardness: 48–52 HRC |
| Machining | CNC milling, EDM for contours; laser texturing for matte/grip surfaces | Tolerance: ±0.005 mm |
| Assembly | Integrating lifters, slides, cooling lines; verifying kinematic clearances | Parallelism: <0.01 mm variance |
| Validation | Trial runs with T0 samples; dimensional checks via CMM | Warpage: <0.1% of cap diameter |
IV. Critical Process Controls
1. Cooling Design for Cycle Time Reduction
Conformal channels follow cap geometry, enabling 30% faster cooling vs. straight drills.
Baffle/thermal pins extract heat from thick zones (e.g., hinge knuckles)4.
2. Surface Perfection Protocols
Vacuum venting at weld lines prevents gas traps.
High-gloss polishing (SPI A1) for cosmetic surfaces; textured finishes for grip.
3. In-Mold Sensing & Automation
Pressure sensors detect micro-variations in cavity fill.
Robots handle caps to prevent scratching post-ejection.
V. Innovations & Trends
Hybrid Moulds: Combining soft TPE seals with rigid PP caps in a single shot6.
AI-Driven Predictive Maintenance: Analyzing sensor data to preempt core wear or contamination.
Sustainable Materials: Validated processing for recycled resins and bio-polymers.

Conclusion
Flip top cap mould manufacturing blends cutting-edge technologies—back-gated hot runners, MeltFlipper™ balancing, and smart automation—to achieve millimeter-scale precision at production scales. As sustainability and miniaturization advance, mould engineers continue pushing the boundaries of micro-injection and multi-material solutions.