Optimizing Cap Cooling for Maximum Output


In injection molding, cooling is the bottleneck. It accounts for 70 to 80 percent of the total cycle time. While injection, packing, and ejection are measured in fractions of seconds, cooling is measured in seconds—sometimes many seconds.
Every second of cooling time is a second when the mold is not producing. Reducing cooling time by just 1 second on a 48-cavity mold running 8,000 hours per year adds over 200 hours of production capacity.
But cooling cannot be reduced arbitrarily. Insufficient cooling causes warpage, dimensional variation, sink marks, and extended cycle times from post-mold shrinkage. The challenge is to remove heat as quickly as possible while maintaining uniform temperature distribution.
At Shuanghao, we have developed advanced cooling strategies that maximize output without compromising quality. This article reveals our approach to optimizing cap cooling.
Understanding Cap Cooling
Before discussing optimization, it is essential to understand how cooling works and what limits it.
The Cooling Process
After the cavity is filled and packed, heat must be extracted from the plastic. Heat flows from the hot plastic through the mold steel to the coolant. The plastic must cool from melt temperature (200-240°C for PP) to ejection temperature (60-80°C). This temperature drop of 140-180°C requires significant heat removal.
The cooling rate is limited by steel thermal conductivity, coolant temperature and flow rate, and part wall thickness.
Where Heat Concentrates
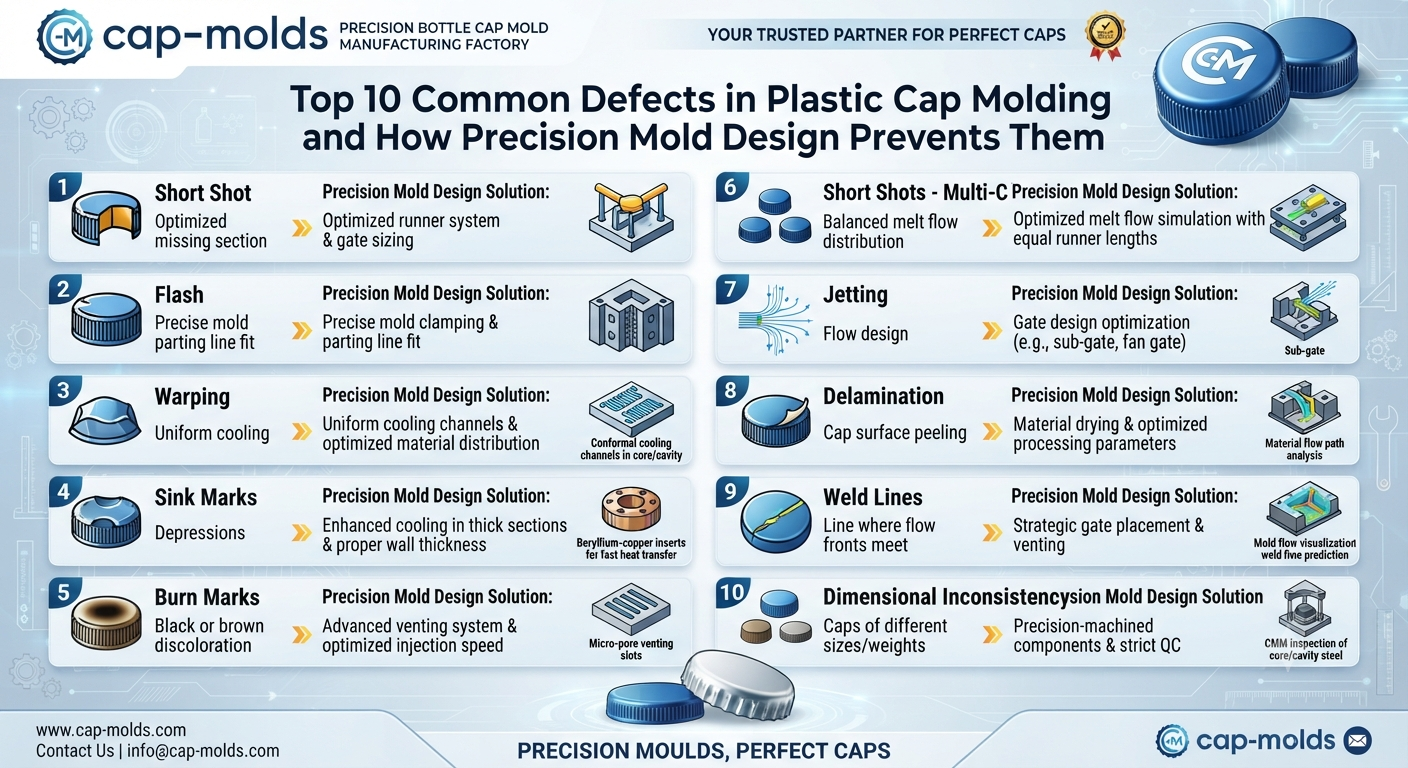
Not all areas of the cap cool at the same rate. Thick sections (top panel, gate area, thread roots) retain heat longer. Thin sections (TE band, sidewall) cool quickly. Corners and transitions create hot spots.
Uneven cooling causes warpage, residual stress, and dimensional variation. The cooling system must extract heat uniformly despite these differences.
The Impact of Cooling on Output
Cooling time directly determines cycle time and output.
Cycle Time Breakdown
In a typical 6-second cap cycle, injection and packing take 1.0-1.5 seconds. Cooling takes 4.0-4.5 seconds. Mold open/close and ejection take 0.5-1.0 seconds.
Reducing cooling by 1 second reduces total cycle by 1 second. Output increases by approximately 15-20 percent.
The Cooling-Output Relationship
For a 48-cavity mold running 8,000 hours per year: at 6-second cycle, annual output is approximately 230 million caps. At 5-second cycle, annual output is approximately 276 million caps. A 1-second reduction adds 46 million caps annually.
Shuanghao's Cooling Optimization Strategies
Optimizing cooling requires a multi-pronged approach.
Strategy 1: Conformal Cooling
Conformal cooling is the most effective way to reduce cycle time and improve uniformity.
What Is Conformal Cooling?
Traditional cooling channels are straight-drilled lines that cannot follow cavity contours. Conformal cooling channels follow the exact shape of the cap. Channels are placed close to the cavity surface (typically 6-10mm distance). Cooling follows the part geometry, not straight lines.
Benefits for Caps
Cycle time reduction of 15-25 percent is typical. Temperature variation across the mold decreases from 8-12°C to 2-4°C. Warpage is reduced by 30-50 percent. Dimensional consistency improves.
Shuanghao uses conformal cooling for all high-cavitation cap molds.
Implementation Methods
3D-printed cooling inserts create complex channel geometries. Machined conformal channels are milled into mold plates for simpler geometries. Beryllium copper inserts provide high conductivity in critical areas.
Strategy 2: Cooling Circuit Layout
Circuit layout determines how effectively coolant removes heat.
Circuit Design Principles
Keep channels as close to the cavity surface as structural integrity allows (6-10mm typical). Use turbulent flow (Reynolds number > 10,000) for maximum heat transfer. Balance flow rates across all circuits. Keep circuit lengths equal to maintain consistent pressure drop.
Shuanghao uses CFD (computational fluid dynamics) to optimize circuit layout before manufacturing.
Series vs. Parallel Circuits
Series circuits (coolant flows through one channel then another) have simple plumbing but temperature rises along the circuit. Parallel circuits (coolant splits into multiple channels) have equal temperature distribution but require more complex plumbing.
For cap molds, Shuanghao recommends parallel circuits for uniform cooling.
Zone-Specific Cooling
Different cap areas have different cooling requirements. Shuanghao uses independent circuits for the top panel (aggressive cooling), thread area (moderate cooling), TE band (gentle cooling), and gate area (aggressive cooling for thick section).
Strategy 3: Coolant Temperature and Flow
Coolant parameters significantly affect cooling rate.
Optimal Coolant Temperature
Lower coolant temperature increases cooling rate but may cause condensation and uneven cooling. Shuanghao recommends coolant temperatures of 5-15°C for most cap applications. Higher temperatures (15-20°C) may be used for high-gloss caps to prevent surface defects. Lower temperatures (5-10°C) maximize cooling rate for standard caps.
Flow Rate Requirements
Higher flow rates increase heat transfer (up to a point). Target Reynolds number > 10,000 for turbulent flow. For a typical cooling channel (10mm diameter), this requires flow rate of approximately 10-15 liters per minute.
Shuanghao recommends flow meters on each circuit to verify adequate flow.
Pressure Drop
High flow rates create pressure drop. Ensure cooling system can maintain flow at required pressure. Pressure drop should be less than 1-2 bar per circuit.
Strategy 4: Cooling Channel Design
Channel geometry affects heat transfer.
Channel Diameter
Larger diameters provide more cooling capacity but require more space. Shuanghao uses 8-12mm diameter channels for cap molds. Smaller channels (6-8mm) for tight spaces. Larger channels (12-14mm) for high-flow circuits.
Channel-to-Surface Distance
Closer channels provide faster cooling but reduce mold strength. Shuanghao targets 6-10mm from channel to cavity surface. Conformal cooling can achieve 5-8mm distance.
Channel Finish
Smooth channel surfaces promote laminar flow, which reduces heat transfer. Slightly rough surfaces promote turbulence. Shuanghao does not polish cooling channels—as-machined finish is preferred.
Strategy 5: High-Conductivity Materials
Some mold areas benefit from materials with higher thermal conductivity.
Beryllium Copper (BeCu)
BeCu has thermal conductivity 5-10 times higher than tool steel. Shuanghao uses BeCu inserts in the gate area (thickest section) and top panel (high heat concentration). BeCu inserts dramatically reduce cooling time in critical areas.
However, BeCu is expensive and has lower wear resistance than steel. It must be used selectively.
Aluminum
Aluminum has higher conductivity than steel (but lower than BeCu). Aluminum molds are used for prototyping and low-volume production. Aluminum is not recommended for high-volume steel molds.
Strategy 6: Cooling Time Optimization
Determining the minimum safe cooling time requires testing.
Determining Optimal Cooling Time
Start with a conservative cooling time (one that produces good parts). Reduce cooling time in 0.5-second increments. Inspect parts for warpage, dimensional change, and ejection damage. The optimal cooling time is the shortest time that produces acceptable parts.
Shuanghao uses cavity pressure sensors to determine when the gate is frozen and the part is solidified.
Signs of Insufficient Cooling
Warpage after ejection indicates part not fully solidified. Dimensional change after cooling indicates post-mold shrinkage. Ejection damage (scratches, deformation) indicates part too soft. Sink marks indicate inadequate packing before cooling.
Common Cooling Problems and Solutions
Problem: Long Cycle Time
Cycle time longer than expected. Solutions include adding cooling channels, converting to conformal cooling, reducing coolant temperature, increasing flow rate, and adding BeCu inserts in thick areas.
Problem: Cavity-to-Cavity Variation
Some cavities run hotter than others. Solutions include balancing circuit lengths, verifying flow rates per circuit, checking for blockages, and converting series circuits to parallel.
Problem: Warpage
Caps are warped after ejection. Solutions include balancing cooling across the part, adding cooling to hot areas, reducing coolant temperature, and increasing cooling time.
Problem: Hot Spots
Localized hot areas on mold surface. Solutions include adding cooling channels near hot spot, using BeCu insert, increasing flow rate, and verifying channel is not blocked.
Real-World Results: Shuanghao Cooling Optimization
Customer Case: 48-Cavity Beverage Cap
A beverage cap manufacturer had a 48-cavity mold running 8-second cycles. Cooling time was 6 seconds. The customer needed to increase output.
Shuanghao redesigned cooling with conformal channels, parallel circuits, and BeCu gate inserts. Cooling time was reduced to 4.5 seconds. Total cycle time decreased from 8 to 6 seconds. Output increased by 25 percent.
Customer Case: 72-Cavity Water Cap
A water cap mold had cavity-to-cavity temperature variation of 12°C, causing warpage and dimensional variation.
Shuanghao implemented zone-specific cooling with independent circuits for top panel, threads, and TE band. Temperature variation was reduced to 3°C. Warpage was eliminated. Dimensional variation decreased by 70 percent.
The Shuanghao Cooling Optimization Advantage
Shuanghao's comprehensive approach to cooling optimization provides conformal cooling design with channels following cap geometry for uniform heat extraction. Optimized circuit layout with parallel circuits and zone-specific cooling. Coolant management for optimal temperature, flow rate, and turbulence. High-conductivity inserts (BeCu) in critical thick areas. Cooling time validation using cavity pressure sensors and part inspection. CFD analysis to predict and eliminate hot spots before manufacturing.
Conclusion: Faster Cooling, Higher Output
Cooling is the bottleneck in injection molding, but it does not have to be. With proper cooling design, cycle times can be reduced significantly without compromising quality.
Shuanghao's cooling optimization strategies deliver conformal cooling that reduces cycle time by 15-25 percent, balanced circuits that eliminate cavity-to-cavity variation, optimal coolant parameters for maximum heat transfer, high-conductivity inserts for problem areas, and validated cooling times that balance output and quality.
Whether you need to increase output on existing molds or design new molds for maximum productivity, Shuanghao has the cooling expertise to help you achieve faster cycles.
Choose Shuanghao. Choose optimized cooling. Choose maximum output.